Pусский
Pусский tiếng Tây Ban Nha
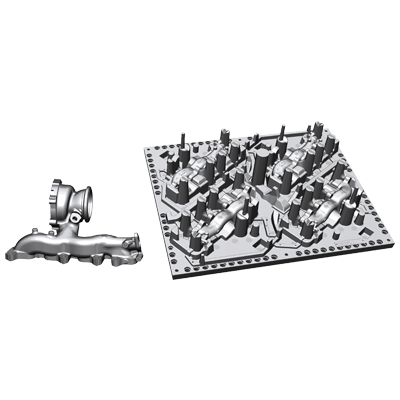
tiếng Tây Ban Nha Chất lượng và năng suất của các bộ phận đúc phụ thuộc phần lớn vào việc kiểm soát cân bằng nhiệt của khuôn đúc có chính xác hay không. Chỉ bằng cách kiểm soát và điều chỉnh hiệu quả sự cân bằng nhiệt của khuôn đúc, các thông số của quá trình đúc mới có thể ổn định.
Trong sản xuất khuôn đúc, khi nhiệt lượng do khuôn tiêu tán lớn hơn nhiệt lượng từ chất lỏng hợp kim truyền vào khuôn, ví dụ, khi khuôn lớn hơn được sử dụng để đúc các bộ phận có thành mỏng hoặc khuôn có nhiều thanh trượt hơn các cấu trúc, để đạt được sự cân bằng nhiệt của khuôn, cần phải thêm vào. Thêm nhiệt vào khuôn; phương pháp bổ sung nhiệt bổ sung có thể được giải quyết bằng cách sử dụng máy kiểm soát nhiệt độ khuôn, đặt lò sưởi điện hình ống có thể điều chỉnh trên khuôn, đặt chất cách điện bên ngoài khuôn hoặc đặt phần thừa của vật đúc bao gồm cả rãnh tràn. Ngược lại, nhiệt đầu vào của khuôn lớn hơn nhiệt đầu ra do tản nhiệt, nhiệt độ khuôn vượt quá thông số kỹ thuật thì phải sử dụng phương pháp làm mát cưỡng bức nhân tạo.
Đối với mỗi chu kỳ đúc, khuôn hấp thụ nhiệt đầu vào từ chất lỏng hợp kim và tản nhiệt ra bên ngoài thông qua dẫn nhiệt. Thông thường, bức xạ và đối lưu tự nhiên chỉ làm mất 5% tổng nhiệt lượng đầu vào và 95% còn lại được khuôn hấp thụ hoàn toàn. Đầu ra dẫn nhiệt. Khi sự hấp thụ nhiệt và tỏa nhiệt của khuôn trong một đơn vị thời gian bằng nhau thì có thể đạt được trạng thái cân bằng, tức là khuôn đạt trạng thái cân bằng nhiệt sao cho nhiệt lượng đưa vào khuôn phải bằng tổng nhiệt lượng tỏa ra qua khuôn. tản nhiệt tự nhiên và làm mát nhân tạo để trong mỗi chu kỳ đúc khuôn, nhiệt đầu vào và đầu ra của khuôn là như nhau.
Trong thực tế sản xuất, có nhiều yếu tố ảnh hưởng đến cân bằng nhiệt của khuôn, bao gồm nhiệt độ rót, nhiệt độ gia nhiệt khuôn, dung tích chất lỏng hợp kim, thể tích khuôn, vị trí và số lượng hệ thống rót tràn, điều kiện làm mát khuôn và thời gian chu kỳ hoạt động. , v.v. Để đạt được sự cân bằng nhiệt tốt của khuôn, nó phải đạt được thông qua việc điều chỉnh các thông số của quá trình đúc khuôn, bao gồm áp suất phun, tốc độ đột, thời gian giữ và đẩy khuôn, phun và các yếu tố khác ảnh hưởng và hạn chế nhau.
Việc lựa chọn và điều chỉnh nhiệt độ khuôn cần được xem xét toàn diện theo hình dạng, kích thước và đặc điểm cấu trúc của vật đúc, cũng như tính chất của hợp kim, cấu trúc khuôn và điều kiện rót. Nhiệt độ làm việc khuyến nghị của khuôn đúc như sau: Hợp kim 180-240℃, hợp kim nhôm 200-250℃, hợp kim đồng 280-350℃.
Kiểm soát và điều chỉnh nhiệt độ khuôn một cách hiệu quả không chỉ có thể kéo dài tuổi thọ của khuôn đúc mà còn là một thông số quy trình quan trọng để đảm bảo chất lỏng hợp kim được đổ đầy tốt và chất lượng đúc ổn định. Hiện tại, các xưởng đúc có yêu cầu về chất lượng của các bộ phận đúc mà không có phương tiện tương ứng để kiểm soát nhiệt độ khuôn về cơ bản yêu cầu khuôn phải được làm nóng trước khi sản xuất để tránh làm mát quá mức chất lỏng hợp kim và tăng khuôn đột ngột gradient nhiệt độ, điều này sẽ làm giảm chất lượng của vật đúc và quá nhiệt. Nếu khuôn bị hỏng sớm, nhiệt độ của các bộ phận chính của khuôn phải được kiểm tra và điều chỉnh theo quy định của quy trình, nhịp điệu sản xuất và dòng chảy của chất lỏng hợp kim, đồng thời kiểm soát việc điều chỉnh phun.