Pусский
Pусский tiếng Tây Ban Nha
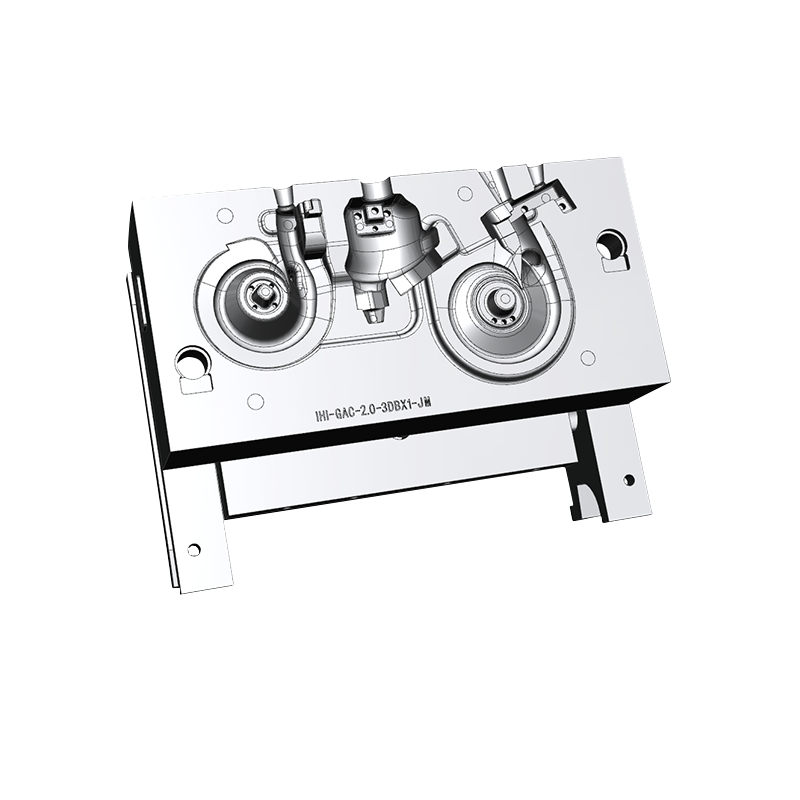
tiếng Tây Ban Nha Các khuôn khối xi lanh là một thành phần ô tô phổ biến. Khuôn được dùng để tạo khối xi lanh cho động cơ đốt trong. Khuôn bao gồm một lớp lót hình trụ được tạo hình sẵn, một thành bên hình trụ xác định lỗ khoan bên trong và một cổng được hình thành trong thành bên. Đơn vị lõi đầu tiên được làm bằng vật liệu có thể rút gọn và bao gồm hai phần, phần chính chiếm lỗ khoan và phần lõi cổng mở rộng qua nó.
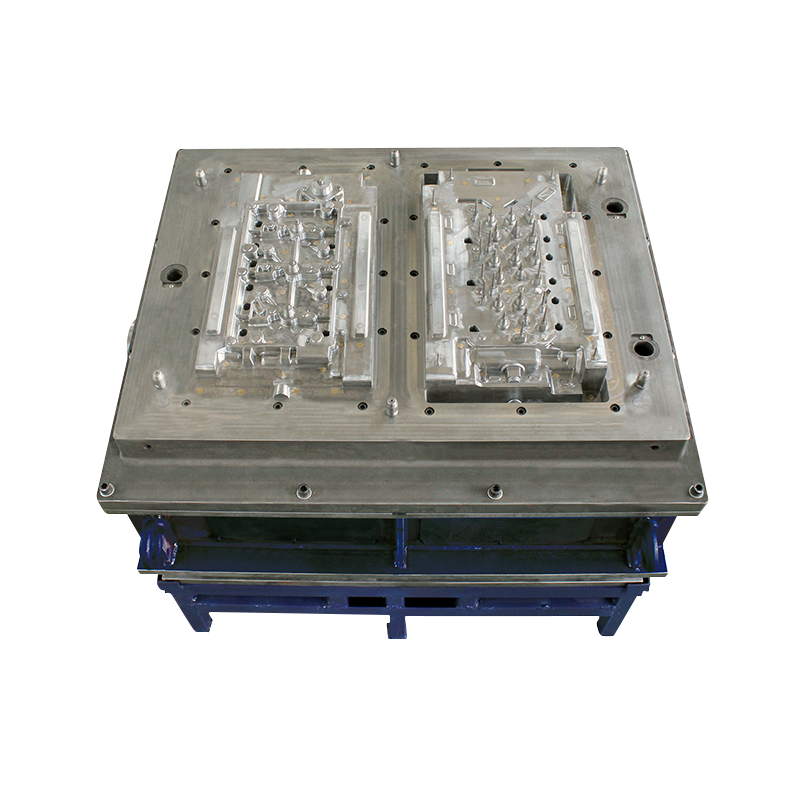
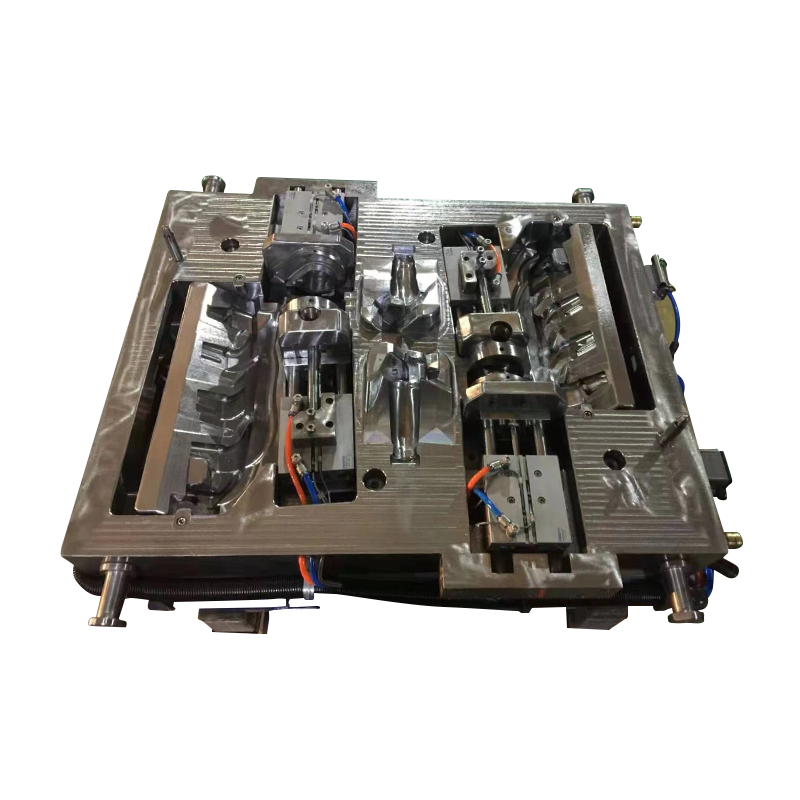
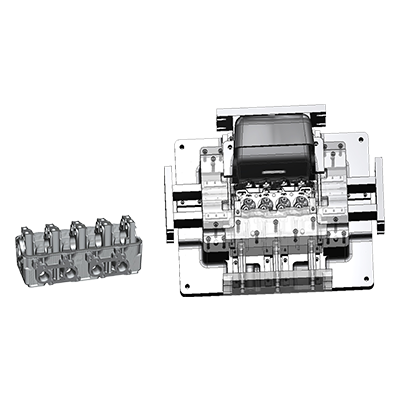
Gói khuôn khối động cơ bao gồm khuôn trên và khuôn dưới và một trục lăn di động. Khuôn được nâng lên cùng với tấm di động bằng xi lanh kẹp khuôn. Khuôn được tách dọc theo trục hình tròn bằng một hình trụ đóng/mở, được đỡ ở mặt dưới của khuôn. Khuôn trên được bố trí phía trên khuôn dưới và được định vị theo cách để tách xi lanh.
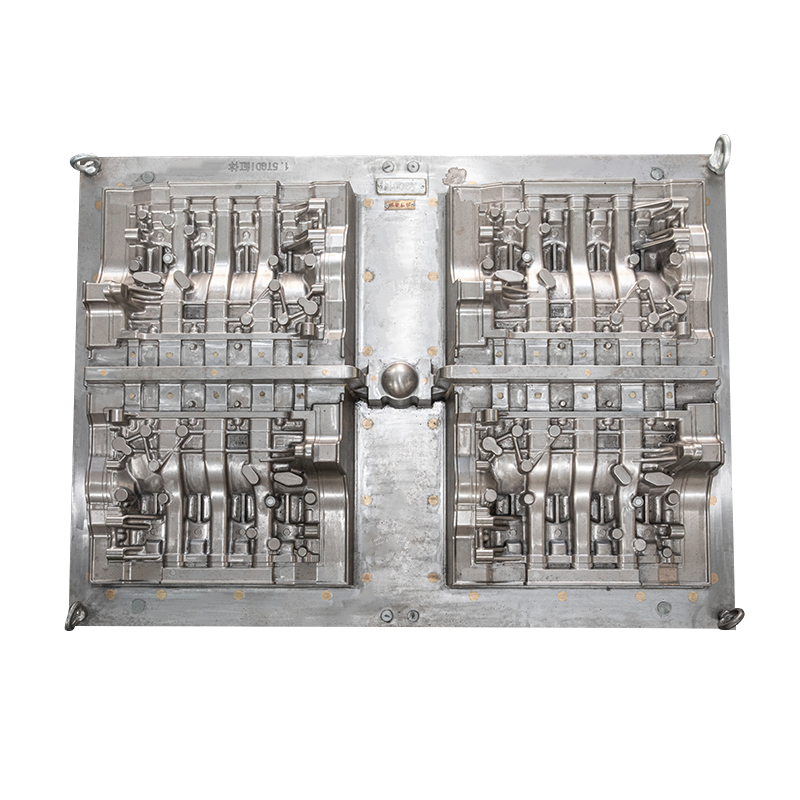
Đơn vị lõi thứ hai được làm bằng vật liệu có thể khử được và được lắp ráp trên lớp lót xi lanh. Nó bao gồm phần lõi chính thứ hai trong lỗ khoan khớp với phần thứ nhất. Sau đó, tổ hợp lõi composite được đặt vào khuôn khối xi lanh, nơi kim loại nóng chảy buộc phải vào khuôn. Kim loại nóng chảy tạo thành một khối hình trụ xung quanh cụm lõi composite. Quá trình đúc khuôn này được lặp lại cho cả bốn lõi.
Một loạt khuôn hai mảnh được sử dụng trong quy trình gia công nhiều giai đoạn. Khuôn dưới chứa phần lõm 3a, trong khi khuôn trên là một hình trụ đỡ khuôn dưới. Các khuôn được sắp xếp để tạo thành bốn khối riêng biệt, mỗi khối có tiết diện hình bán nguyệt. Những khuôn này được sử dụng để đúc một khối hình trụ trong hai giai đoạn. Một trong những khuôn bao gồm hai khuôn trượt, khuôn trên được hỗ trợ bởi bốn thành viên cột và khuôn dưới bởi bốn hình trụ.
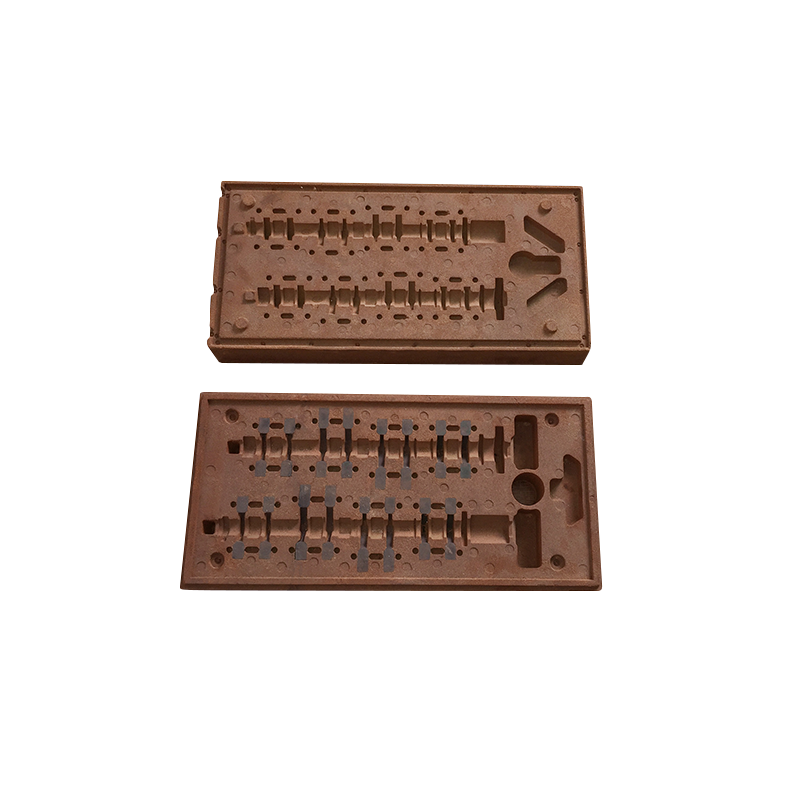
Gói khuôn khối xi lanh động cơ bao gồm một số lõi, mỗi lõi được liên kết riêng với một đế tạm thời. Cơ sở tạm thời này không phải là một phần của gói khuôn cuối cùng. Gói lõi được tách ra khỏi cơ sở tạm thời bằng một bộ điều khiển. Gói lõi sau đó được định vị giữa lõi cơ sở và lõi bao phủ. Gói khuôn khối động cơ sau đó đã sẵn sàng để sản xuất.
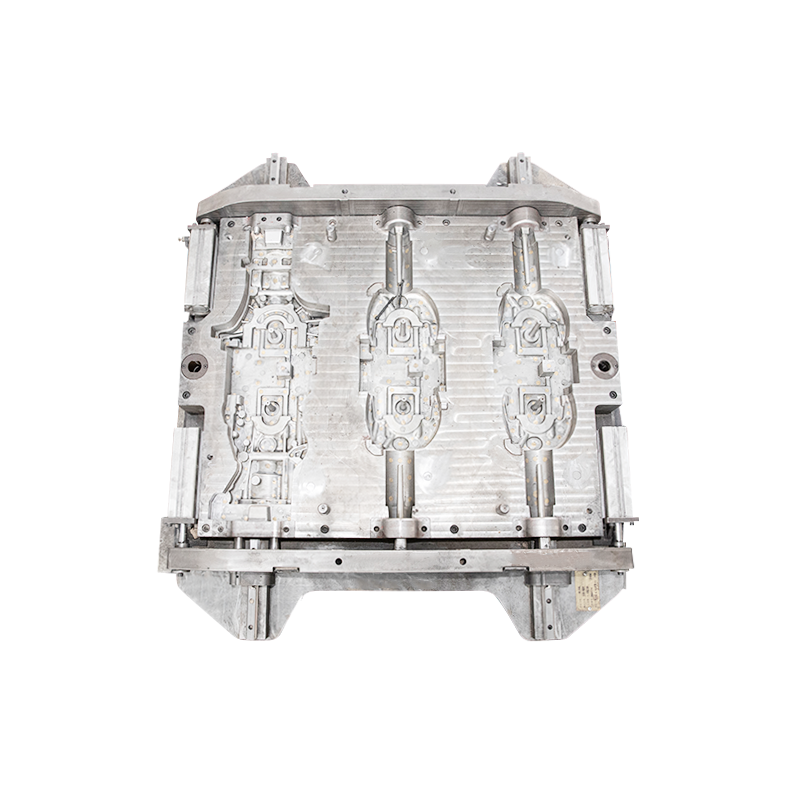
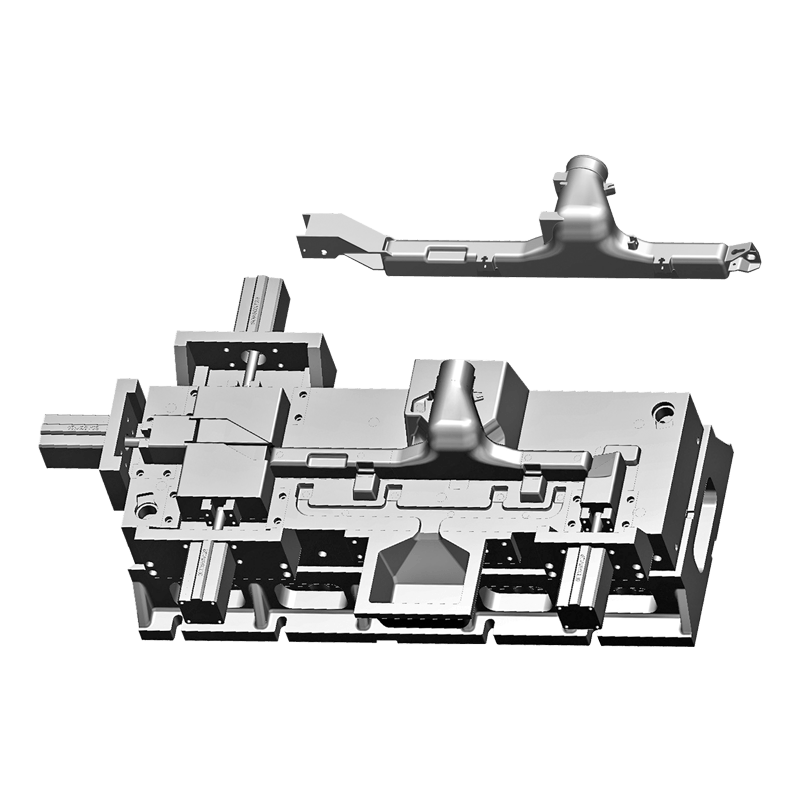
Giai đoạn đầu tiên của việc lắp ráp khuôn là lắp trục gá. Trục gá được gắn trên trục di động bằng lò xo. Trục gá được gắn trên trục di động bằng hai tấm. Giai đoạn thứ hai của quá trình lắp ráp khuôn là lắp đặt ống lót xi lanh. Sau đó, trục lăn di động được di chuyển và cố định vào vị trí. Phần thứ hai của cụm khuôn, được gọi là trục lăn di động, được sử dụng để lắp lót xi lanh.
Việc đúc khối động cơ được sản xuất bởi gói khuôn khối xi lanh 10 có các bề mặt định vị sơ cấp, thứ cấp và thứ ba tùy chọn. Các bề mặt này được định hướng có liên quan đến các bề mặt cong của các ống lót lỗ xi lanh trong quá trình căn chỉnh và gia công. Lớp lót lỗ xi lanh cong là một ví dụ phổ biến của tính năng này. Các bề mặt cong của các tấm lót lỗ hình trụ có thể được tạo thành để cung cấp một tham chiếu cho việc định vị lỗ hình trụ.