Pусский
Pусский tiếng Tây Ban Nha
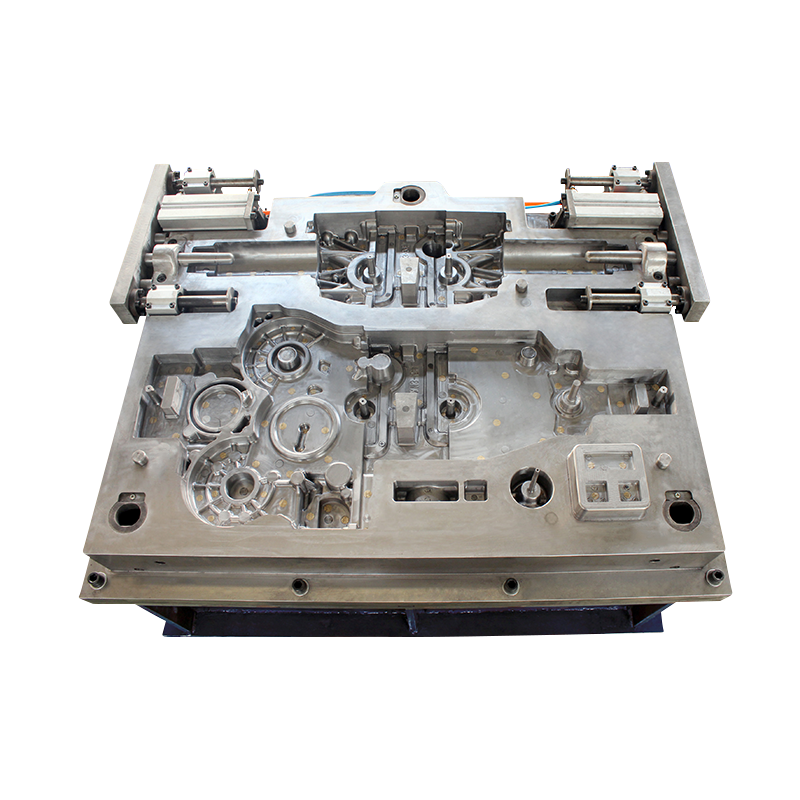
tiếng Tây Ban Nha Trong quá trình sản xuất và gia công các bộ phận khuôn đúc, do hình dạng và cấu trúc phức tạp, kích thước mặt cắt ngang của từng bộ phận có sự khác biệt rõ ràng nên khi xử lý nhiệt, tốc độ làm nóng và làm mát của từng bộ phận là cũng khác nhau. Tình trạng này có thể dẫn đến sự hình thành các ứng suất nhiệt riêng biệt, ứng suất mô và thể tích chuyển pha ở các phần khác nhau của bộ phận. Nó gây ra sự giãn nở hoặc co lại bất thường của thể tích bộ phận, dẫn đến sai lệch lớn về kích thước và hình dạng, thậm chí có thể bị nứt.
Có nhiều nguyên nhân dẫn đến biến dạng xử lý nhiệt và nứt khuôn đúc, bao gồm thành phần hóa học và cấu trúc ban đầu của thép, hình dạng cấu trúc và kích thước tiết diện của các bộ phận và quy trình xử lý nhiệt. Trong thực tế sản xuất, biến dạng thường không thể loại bỏ hoàn toàn và mức độ xuất hiện của nó chỉ có thể giảm đến mức tối đa, nhưng nếu thực hiện các biện pháp thích hợp thì có thể tránh được hoàn toàn vết nứt.
1. Xử lý nhiệt chuẩn bị
Cái gọi là xử lý nhiệt chuẩn bị liên quan đến xử lý nhiệt cuối cùng, nghĩa là bước xử lý nhiệt chuẩn bị được thêm vào trước khi xử lý nhiệt cuối cùng, có thể cung cấp khả năng gia công hoặc cấu trúc vi mô tốt cho quá trình xử lý nhiệt cuối cùng. Các quy trình xử lý nhiệt chuẩn bị phổ biến bao gồm ủ, chuẩn hóa, làm nguội và ủ.
Đối với xử lý nhiệt chuẩn bị khuôn dập thép eutectoid, trọng tâm là loại bỏ xi măng thứ cấp dạng lưới, tinh chế hạt và ứng suất bên trong vật rèn. Quy trình cụ thể là tiến hành xử lý bình thường hóa trước, sau đó tiến hành ủ hình cầu. Đối với các bộ phận khuôn dập, nó phải được ổn định bằng cách ủ ở nhiệt độ thấp. Đối với những khuôn có hình dạng phức tạp và yêu cầu độ chính xác cao, do khả năng biến dạng và nứt cao hơn trong quá trình xử lý nhiệt, nên tiến hành xử lý tôi và ram thích hợp sau khi hoàn thành gia công thô và trước khi bắt đầu gia công hoàn thiện. Việc xử lý nhiệt được sử dụng để chuẩn bị tổ chức nhằm tránh sự xuất hiện của vết nứt càng nhiều càng tốt.
2. Phương pháp gia nhiệt dập tắt và bảo vệ các bộ phận
Làm nguội và tôi luyện là các quá trình dễ bị biến dạng và nứt các bộ phận nhất. Đối với một số khuôn đúc nhỏ, các bộ phận hình trụ mảnh hoặc các bộ phận khuôn thép hợp kim cao, v.v., nên tránh phương pháp làm nguội trực tiếp mà nên làm nóng trước đến 520 đến 580 độ C, sau đó đặt vào môi trường. lò tắm muối nhiệt độ. Đun nóng đến nhiệt độ làm nguội. Thực tế đã chứng minh rằng biến dạng của các bộ phận sử dụng phương pháp gia nhiệt này nhỏ hơn đáng kể so với phương pháp gia nhiệt và làm nguội trực tiếp trong lò điện hoặc lò phản xạ, và về cơ bản có thể tránh được hiện tượng nứt.
Trong quá trình làm nguội, nếu nhiệt độ gia nhiệt của các bộ phận austenit quá cao, các hạt sẽ thô và dễ gây ra hiện tượng oxy hóa, khử cacbon và các hiện tượng khác, dẫn đến biến dạng và nứt các bộ phận; và nếu nhiệt độ quá thấp, các lỗ bên trong của các bộ phận sẽ co lại và kích thước của kích thước lỗ sẽ co lại. Trở nên nhỏ hơn. Do đó, trong phạm vi nhiệt độ gia nhiệt cho phép, hãy cố gắng chọn giới hạn trên của nhiệt độ để làm nguội. Đối với thép hợp kim, nhiệt độ gia nhiệt quá cao sẽ làm cho lỗ bên trong giãn nở và kích thước lỗ rỗng lớn hơn. Tốt nhất là chọn giới hạn dưới của nhiệt độ cho phép.
Ngoài ra, khi làm nguội và tôi luyện, cần có biện pháp bảo vệ hiệu quả các bộ phận dễ bị biến dạng và nứt, sao cho hình dạng và mặt cắt đối xứng, nội ứng suất được cân bằng. Điều này đặc biệt đúng đối với các bộ phận có hình dạng phức tạp. Các phương pháp bảo vệ thường được sử dụng bao gồm đóng kiện, làm đầy và cắm.
3. Tối ưu phương pháp làm mát và lựa chọn dung dịch làm mát
Khi các bộ phận của khuôn đúc được nung nóng, không nên cho chúng trực tiếp vào chất làm mát sau khi lấy ra khỏi lò, điều này dễ gây ra chênh lệch nhiệt độ cục bộ quá lớn, gây biến dạng và nứt. Phương pháp đúng là làm mát trước các bộ phận trong không khí trước, sau đó đưa chúng vào chất làm mát để làm nguội. Để đảm bảo tốc độ làm mát đồng đều của từng bộ phận của bộ phận, cần xoay đúng cách sau khi cho chất làm mát vào và tốt nhất là không nên cố định hướng quay.
Việc lựa chọn chất làm mát cũng quan trọng không kém. Đối với thép hợp kim, tôi nhiệt đẳng nhiệt hoặc tôi phân loại bằng cách sử dụng bể nóng kali nitrat và natri nitrit là một phương pháp hiệu quả để giảm biến dạng, đặc biệt đối với khuôn đúc có hình dạng phức tạp và kích thước chính xác. Một số bộ phận khuôn xốp có đặc tính làm mát và co lại trong dầu và làm mát và giãn nở trong nitrat. Việc sử dụng hợp lý hai phương tiện khác nhau cũng có thể làm giảm sự biến dạng của các bộ phận do làm nguội.
4. Kiểm soát xử lý ủ
Sau khi các bộ phận của khuôn đúc được làm nguội trong dung dịch làm mát, chúng không được để quá lâu trong không khí mà phải được đặt trong lò tôi để xử lý tôi kịp thời nhằm loại bỏ ứng suất bên trong của các bộ phận và giảm xu hướng biến dạng và nứt. Đặc biệt đối với một số bộ phận khuôn đúc cần được xử lý bằng cách cắt dây, làm nguội phân loại và xử lý nhiệt ủ nhiều lần được sử dụng trước khi xử lý cắt dây, điều này có thể cải thiện hiệu quả độ cứng của các bộ phận, làm cho sự phân bố ứng suất bên trong đồng đều, và ít bị biến dạng và nứt. Trong quá trình tôi luyện, cần tránh xảy ra hiện tượng giòn tôi ở nhiệt độ thấp và giòn tôi ở nhiệt độ cao.