Pусский
Pусский tiếng Tây Ban Nha
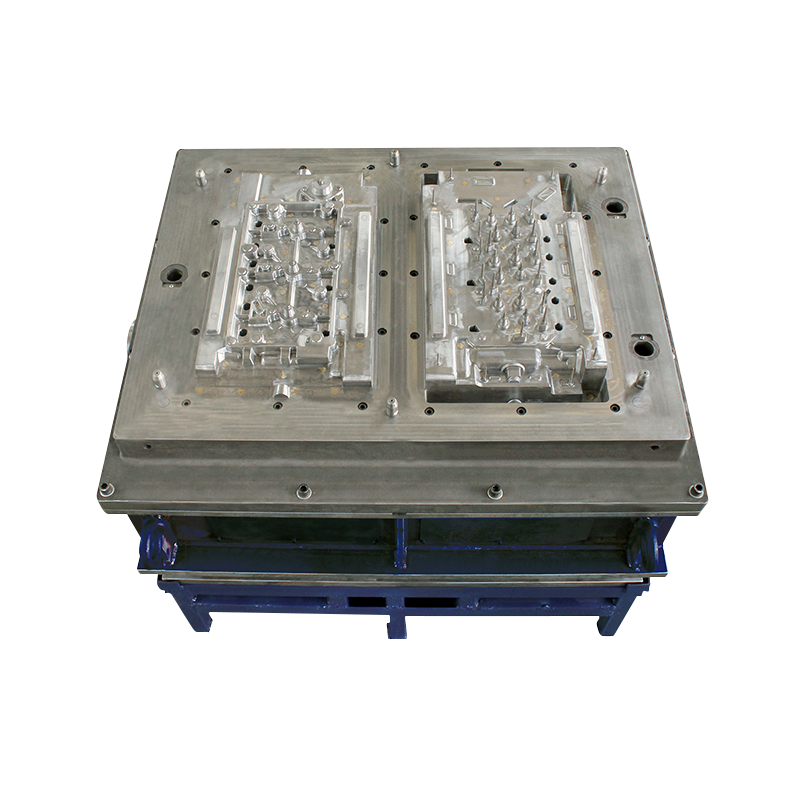
tiếng Tây Ban Nha Thiết kế của vật đúc phải tính đến độ dày thành của vật đúc, góc đúc và góc nghiêng của vật đúc, các gân gia cố, khoảng cách tối thiểu giữa lỗ đúc và lỗ đến mép trên khuôn. đúc, lỗ hình chữ nhật và rãnh trên khuôn đúc, khuôn đúc Có bảy khía cạnh của phụ cấp gia công các hạt dao và khuôn đúc trong các bộ phận.
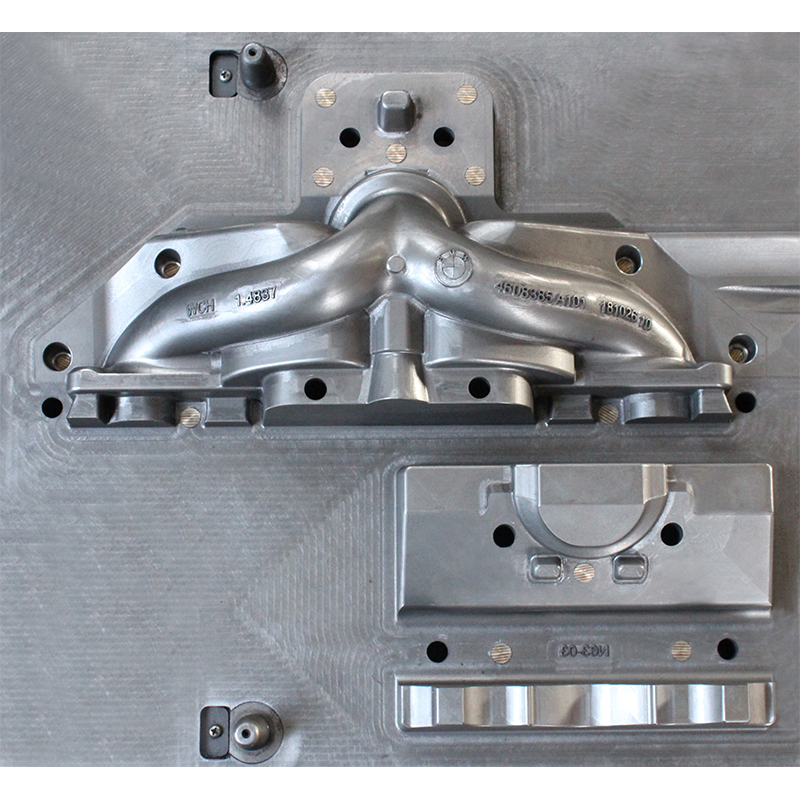
Đặc điểm kỹ thuật thiết kế phi lê đúc: Thông thường, mỗi bộ phận của khuôn đúc nên có một phi lê (ngoại trừ ở bề mặt chia tay), có thể làm cho kim loại chảy trơn tru khi đổ đầy, và khí có thể dễ dàng thoát ra và có thể tránh được các vết nứt do góc nhọn gây ra . Đối với các vật đúc yêu cầu mạ điện và hoàn thiện, các góc bo tròn có thể được phủ đồng nhất để tránh tích tụ sơn ở các góc nhọn. Bán kính góc R của khuôn đúc thường không được nhỏ hơn 1mm và bán kính góc tối thiểu là 0,5mm.
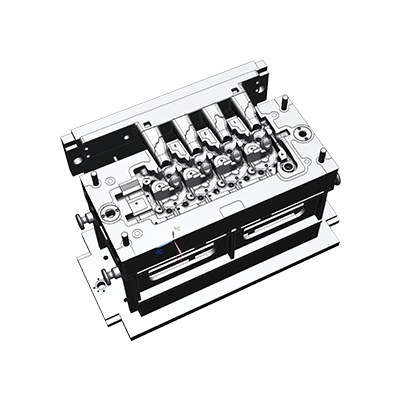
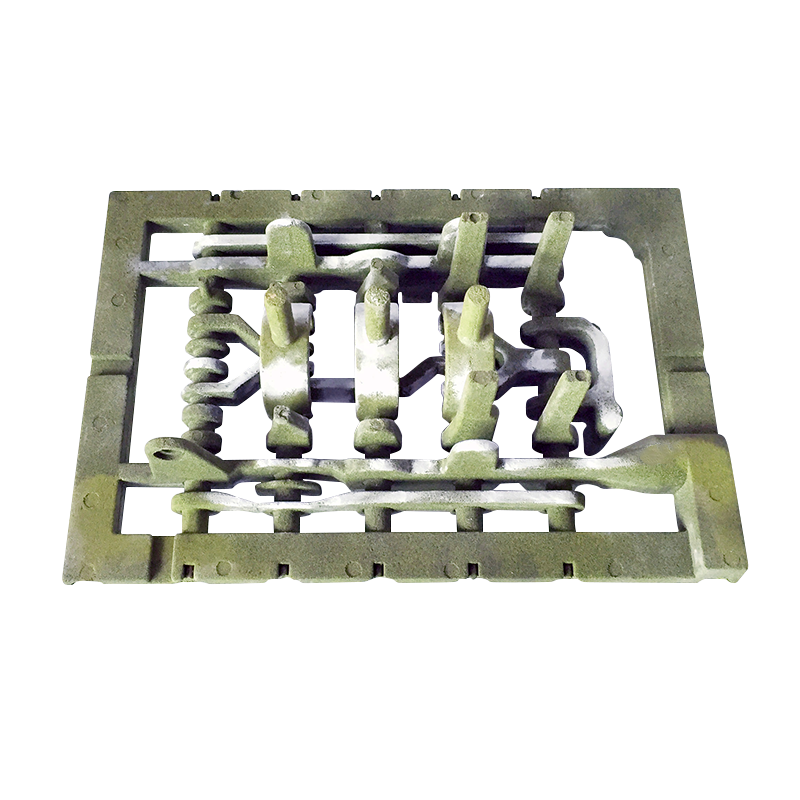
Thông số kỹ thuật thiết kế của hạt dao trong vật đúc: Thứ nhất, số lượng hạt dao trên vật đúc không được quá nhiều; thứ hai, liên kết giữa các hạt dao và khuôn đúc phải chắc chắn, đồng thời các hạt dao phải được tạo rãnh, nâng lên, khía, v.v.; Thứ ba, các miếng chèn phải tránh các góc nhọn để tạo điều kiện thuận lợi cho việc định vị và ngăn chặn sự tập trung ứng suất của vật đúc. Nếu có sự ăn mòn điện nghiêm trọng giữa vật đúc và miếng chèn, thì bề mặt của miếng chèn cần được bảo vệ bằng lớp mạ; cuối cùng, nên tránh đúc có chèn. Xử lý nhiệt để tránh thay đổi thể tích do sự chuyển pha của hai kim loại, làm lỏng miếng chèn.
Đặc điểm kỹ thuật thiết kế để đúc phi lê của vật đúc
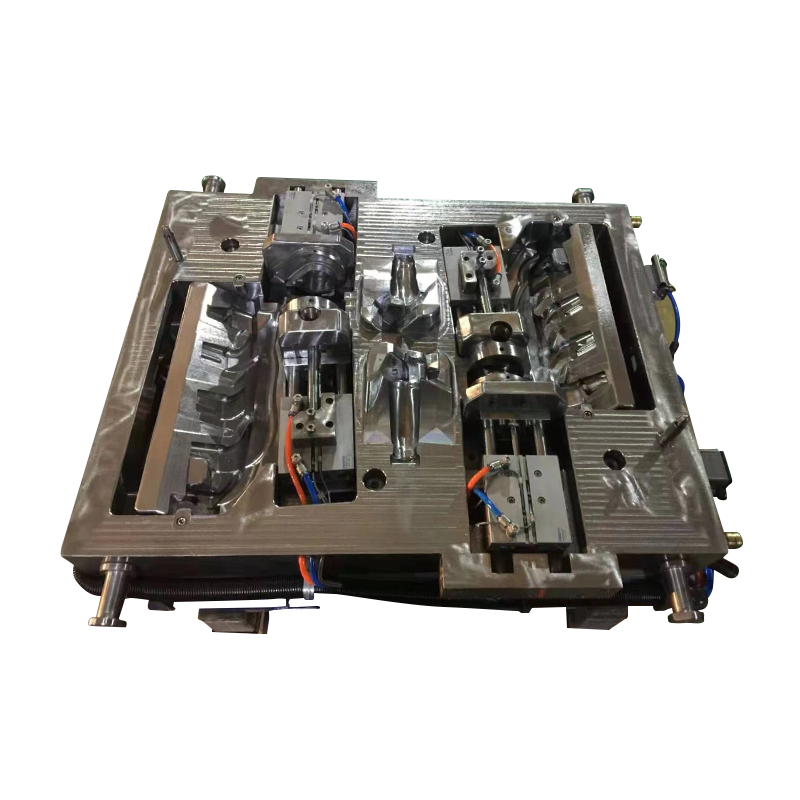
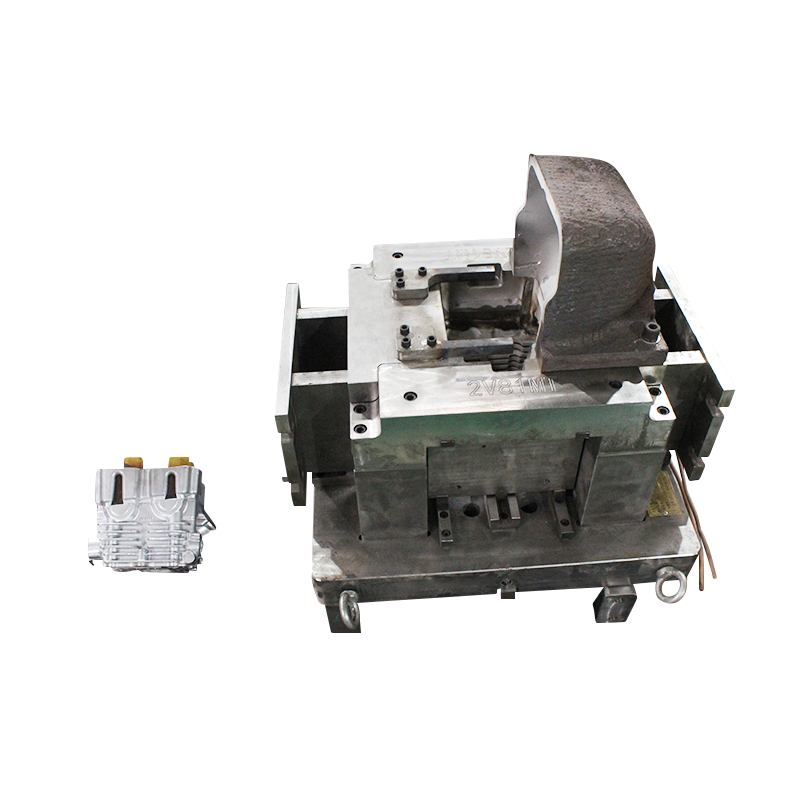
Thông số thiết kế cho độ dày thành của khuôn đúc: Khuôn đúc thành mỏng có độ bền cao hơn và độ nén tốt hơn so với khuôn đúc thành dày. Theo quan điểm này, việc thiết kế các bộ phận đúc khuôn phải tuân theo các nguyên tắc sau: Trên cơ sở đảm bảo rằng vật đúc có đủ độ bền và độ cứng. Nên giảm độ dày thành dưới càng nhiều càng tốt và giữ nguyên độ dày thành đồng phục. Thực tế đã chứng minh rằng thiết kế độ dày thành của các bộ phận đúc thường là 2,5-4mm và các bộ phận có độ dày thành vượt quá 6 mm không nên được sản xuất bằng quy trình đúc. Ảnh hưởng của thành quá dày và quá mỏng của vật đúc đến chất lượng của vật đúc: Nếu thành vật đúc quá mỏng trong thiết kế, mối hàn kim loại sẽ không tốt, điều này sẽ ảnh hưởng trực tiếp đến độ bền của vật đúc. vật đúc, đồng thời sẽ gây khó khăn trong việc tạo hình; các bức tường quá dày hoặc không đồng đều nghiêm trọng. Mặt khác, với sự gia tăng độ dày của tường, các khuyết tật như lỗ rỗng và co ngót trong vật đúc cũng tăng lên, điều này cũng sẽ làm giảm độ bền của vật đúc và ảnh hưởng đến chất lượng của vật đúc.
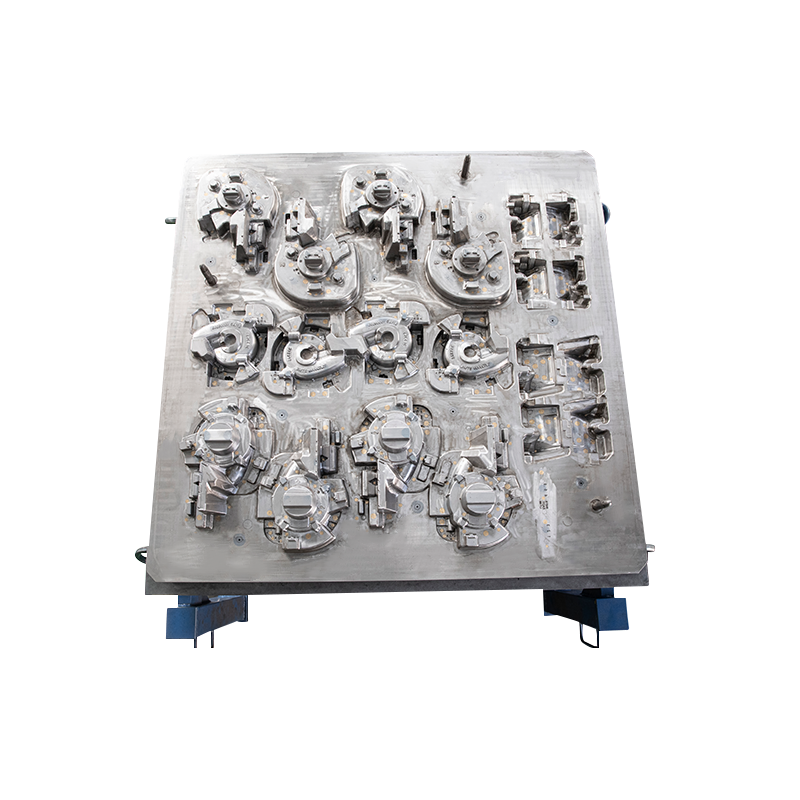
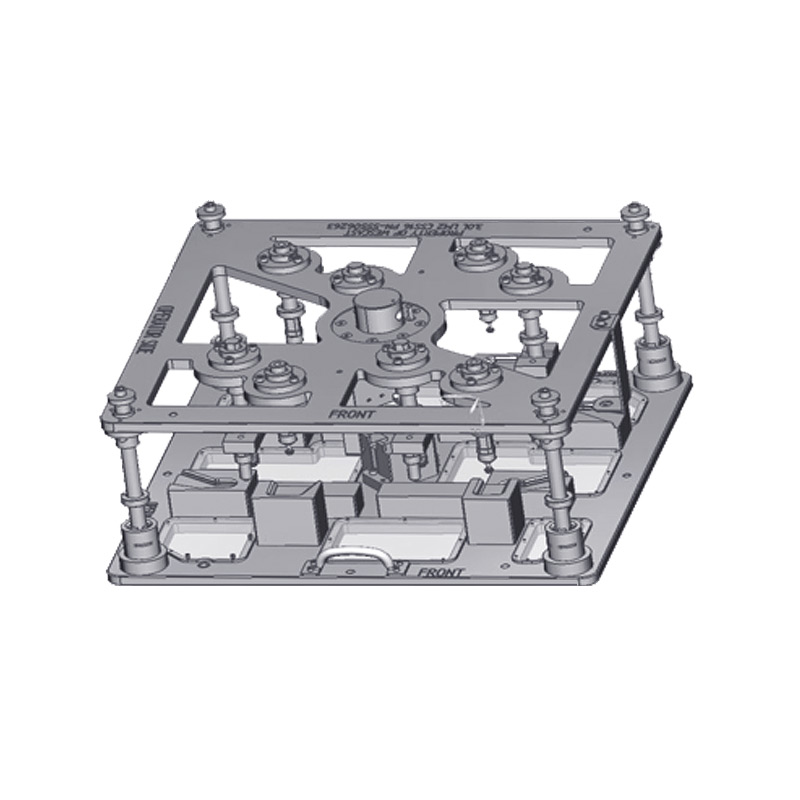
Thông số kỹ thuật thiết kế cho các phụ cấp gia công của vật đúc: Nói chung, do những hạn chế của quy trình đúc khuôn, khi độ chính xác về kích thước, độ nhám bề mặt hoặc dung sai hình học của vật đúc không thể đáp ứng các yêu cầu của bản vẽ sản phẩm, trước tiên doanh nghiệp nên cân nhắc sử dụng Chẳng hạn như sửa chữa, đánh bóng, ép đùn, tạo hình và các phương pháp hoàn thiện khác để sửa chữa, khi hoàn thiện không thể giải quyết hoàn toàn những vấn đề này, một số bộ phận của khuôn đúc nên được gia công. Ở đây cần lưu ý rằng, Khi gia công, nên xem xét một khoản trợ cấp gia công nhỏ, đồng thời, cố gắng sử dụng bề mặt không bị ảnh hưởng bởi bề mặt phân khuôn và tạo hình tích cực làm bề mặt tham chiếu trống, để không ảnh hưởng đến độ chính xác gia công.
Thông số kỹ thuật thiết kế độ dốc tháo khuôn của vật đúc: Khi thiết kế vật đúc, cần có độ dốc kết cấu trên kết cấu. Khi không có độ dốc kết cấu, phải có độ dốc quy trình để tháo dỡ khi cần thiết. Hướng của độ nghiêng phải phù hợp với hướng phát hành của vật đúc.