Pусский
Pусский tiếng Tây Ban Nha
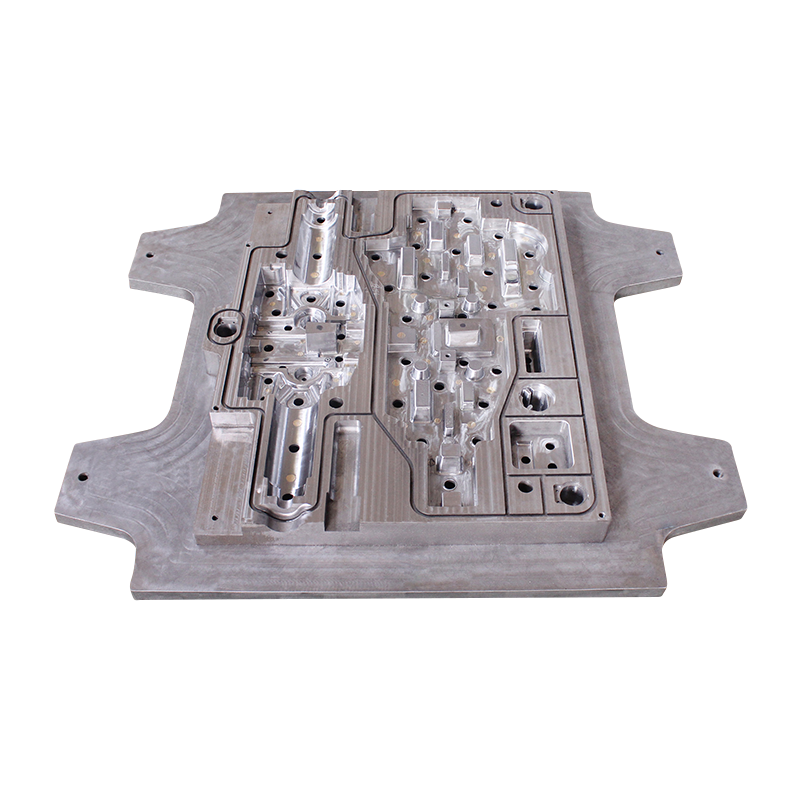
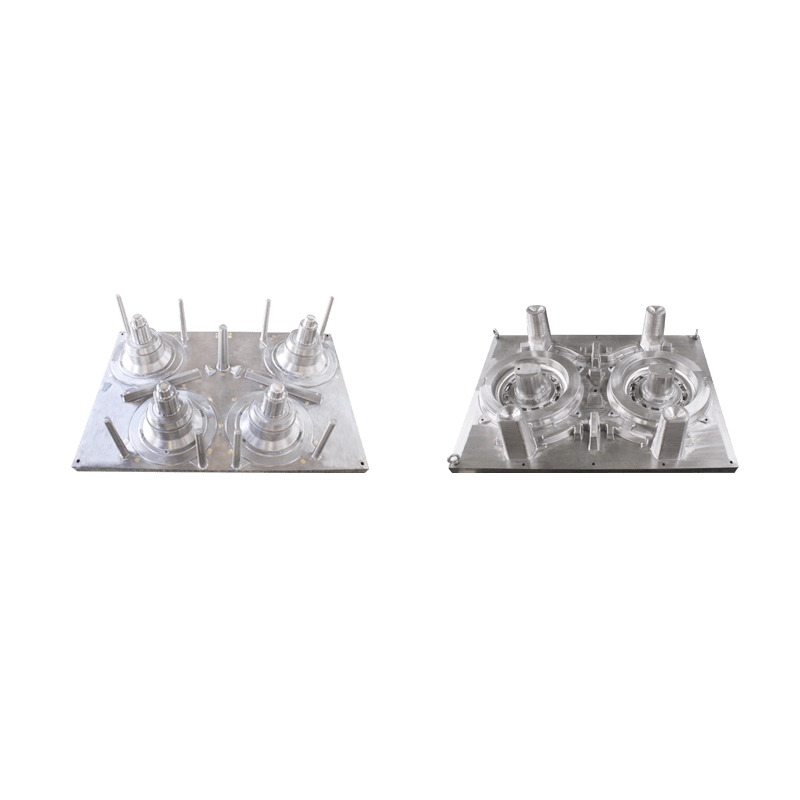
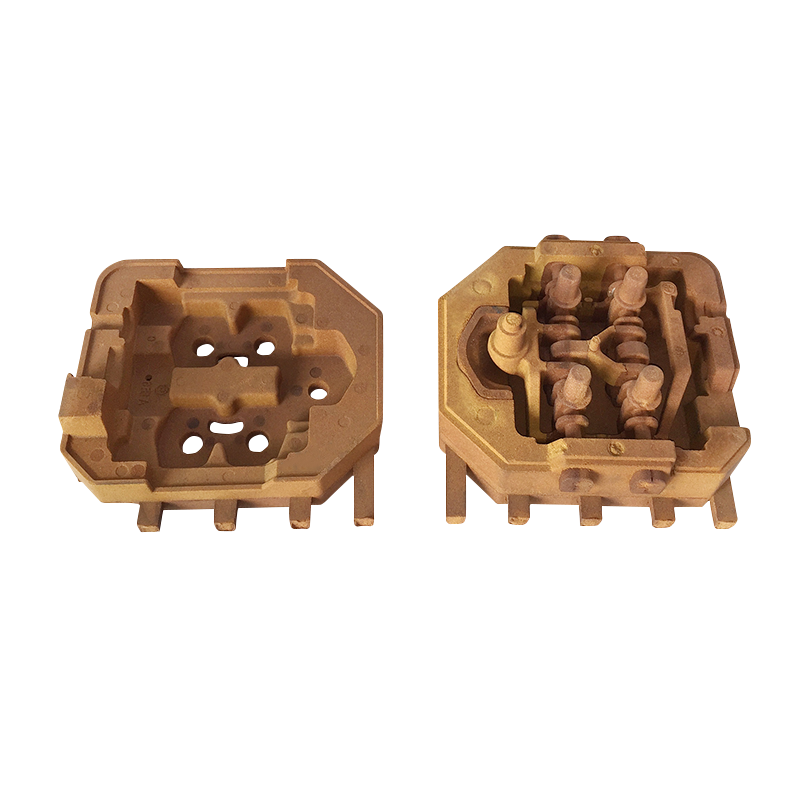
tiếng Tây Ban Nha Lựa chọn đúng khuôn đúc là điều cần thiết để tạo ra một bộ phận hiệu quả và lâu bền. Cấu trúc của khuôn cũng ảnh hưởng đến chất lượng của sản phẩm. Thiết kế của khuôn có thể cải thiện hiệu quả và tốc độ sản xuất. Nó cũng có thể ngăn ngừa các khuyết tật phổ biến như vòng lạnh.
Kích thước, hình dạng và độ dày của khuôn là những yếu tố quan trọng đối với chất lượng của vật đúc. Mặt cắt phải đồng nhất, vì những thay đổi có thể ảnh hưởng đến độ xốp và độ chính xác của kích thước. Các đường gân bên trong khuôn làm tăng độ bền vật chất và giảm trọng lượng. Bản nháp là độ côn được áp dụng trên các bức tường thẳng đứng của khuôn. Bản nháp có thể khác nhau tùy thuộc vào hình dạng của tường, góc của tường và loại hợp kim nóng chảy được sử dụng.
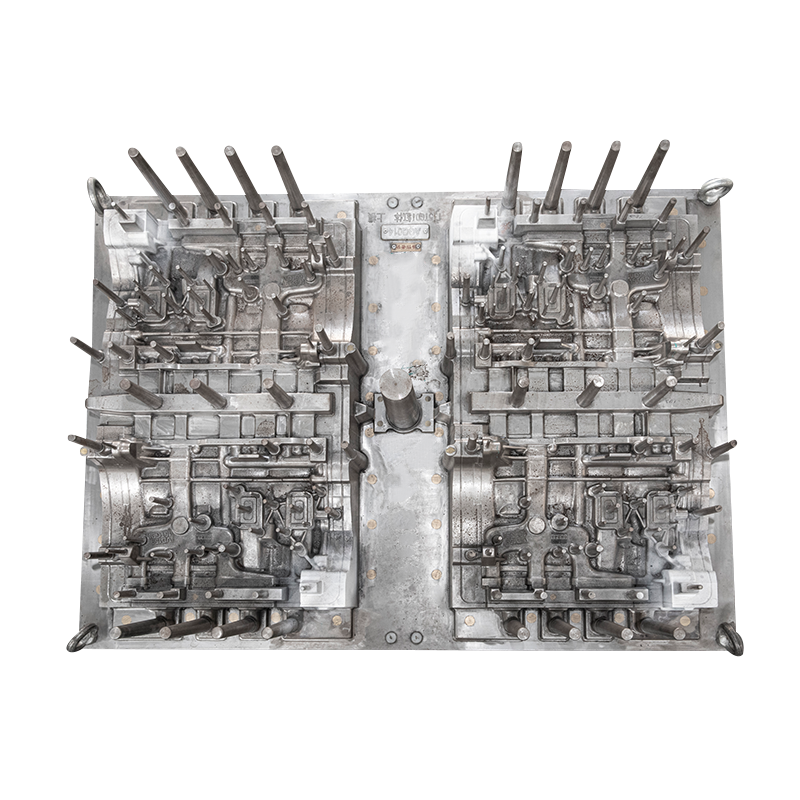
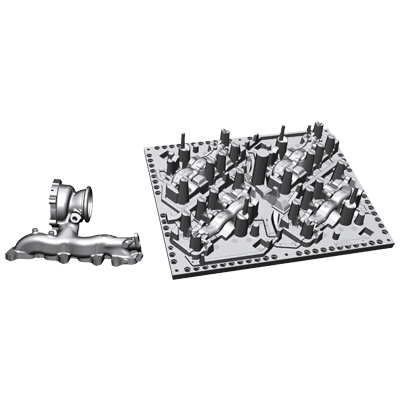
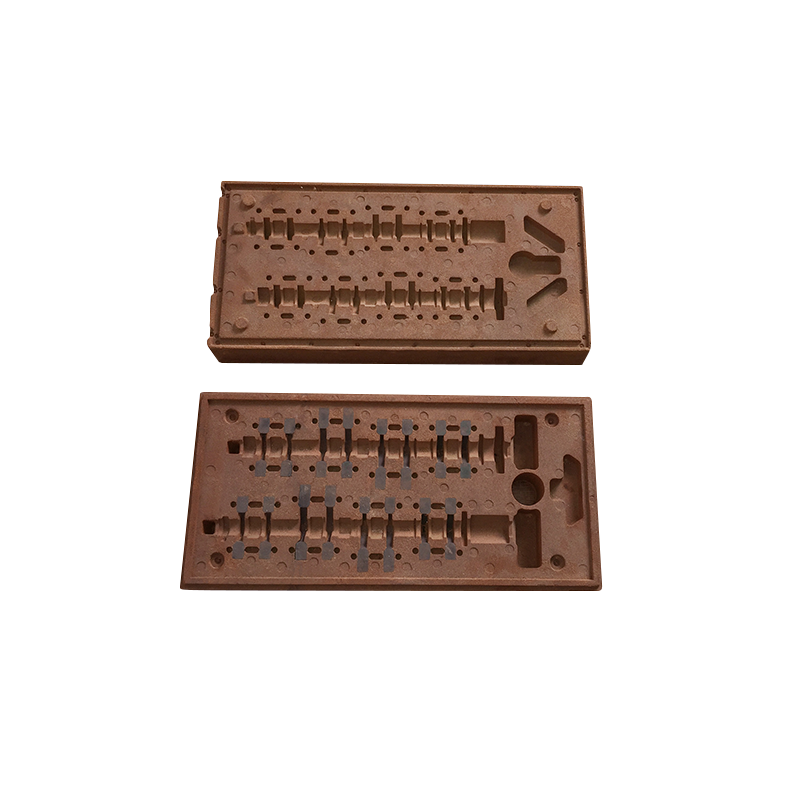
Một đường phân khuôn tách nửa cố định của khuôn ra khỏi nửa chuyển động. Đường này thường thẳng. Nó cũng xác định hướng mở khuôn. Điều quan trọng là sử dụng một đường chia tay không quá rộng hoặc quá mỏng. Điều này có thể gây ra các vết nứt trên khuôn. Nó cũng nên được đặt trong một khu vực ẩn.
Một đường chia tay cũng được sử dụng để đảm bảo rằng vật đúc sẽ được lấy ra khỏi khuôn một cách dễ dàng. Đường chia tay cũng sẽ xác định hướng của các tính năng để dễ dàng tiêm. Khuôn có thể được chia thành nhiều khoang để sản xuất nhiều hơn một bộ phận đúc cùng một lúc.
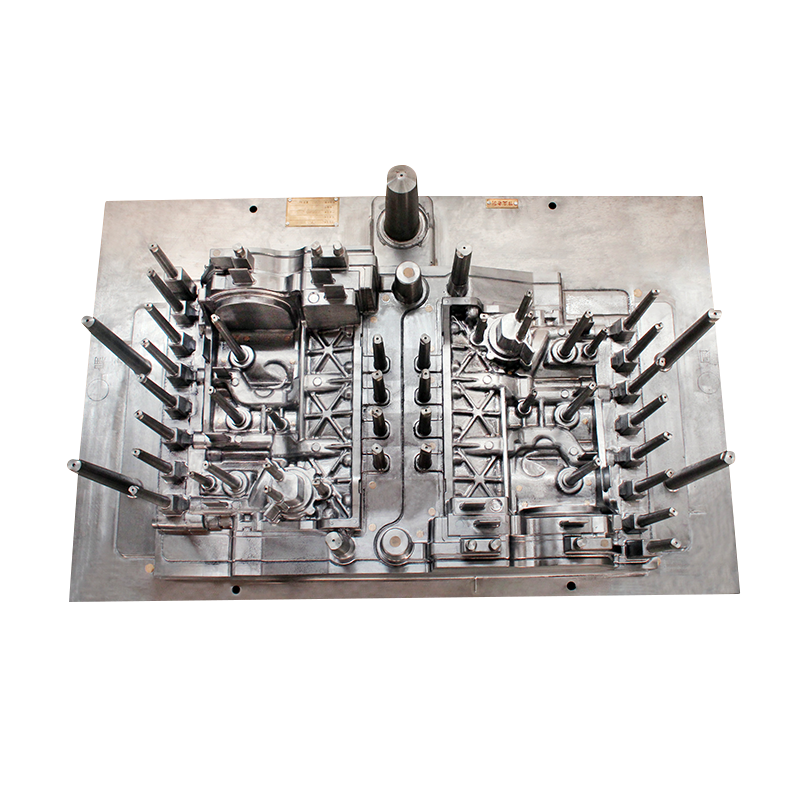
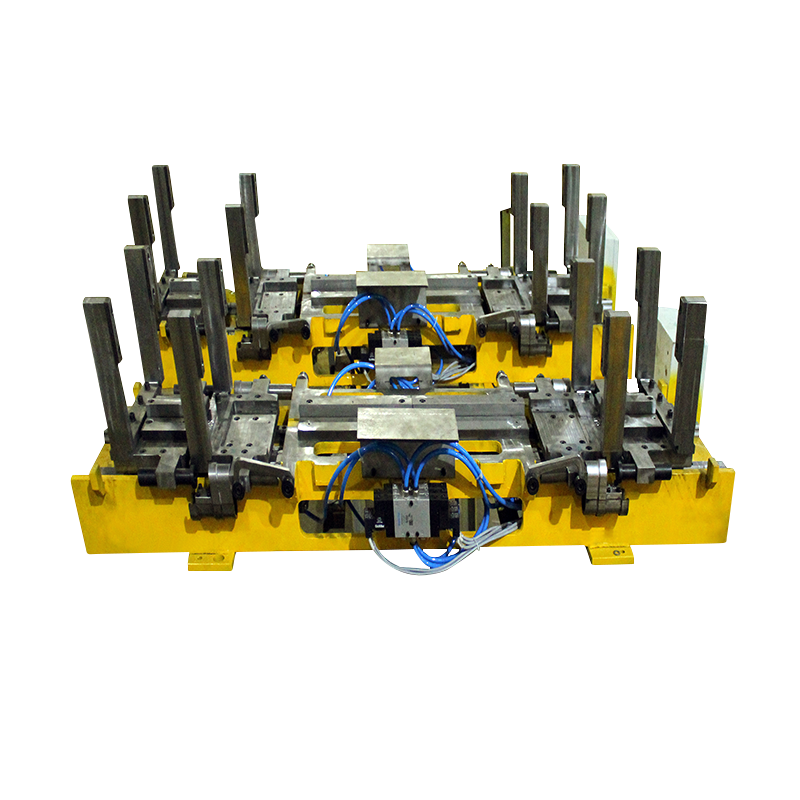
Để đảm bảo dòng chảy kim loại trơn tru, khuôn cần được thiết kế cẩn thận. Điều này sẽ cải thiện chất lượng của vật đúc cuối cùng và tuổi thọ của khuôn. Điều này có thể được thực hiện bằng cách đảm bảo rằng không có cạnh sắc. Ngoài ra, các góc của khuôn phải được làm tròn để thúc đẩy dòng chảy tự nhiên. Nó cũng có thể được sử dụng để làm phẳng các bề mặt góc cạnh.
Lõi là nửa sau của khuôn. Phần này được sử dụng để tạo hình bên trong vật đúc. Lõi là một chèn cát ngoại quan được tạo hình sẵn. Nó cũng được sử dụng cho các điểm gắn kết. Nó giúp giảm trọng lượng và tăng cường khả năng làm đầy.
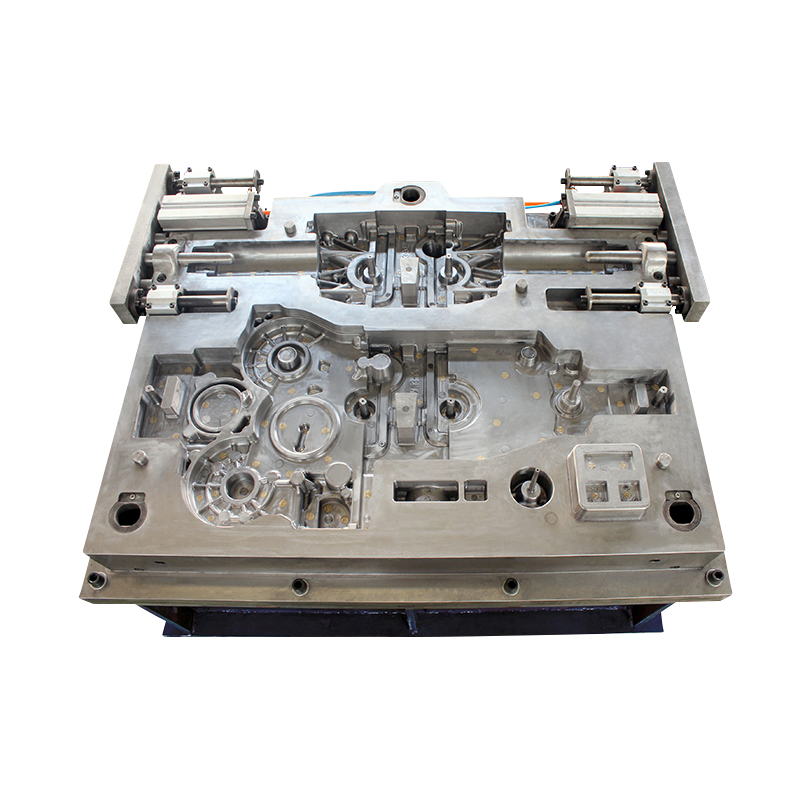
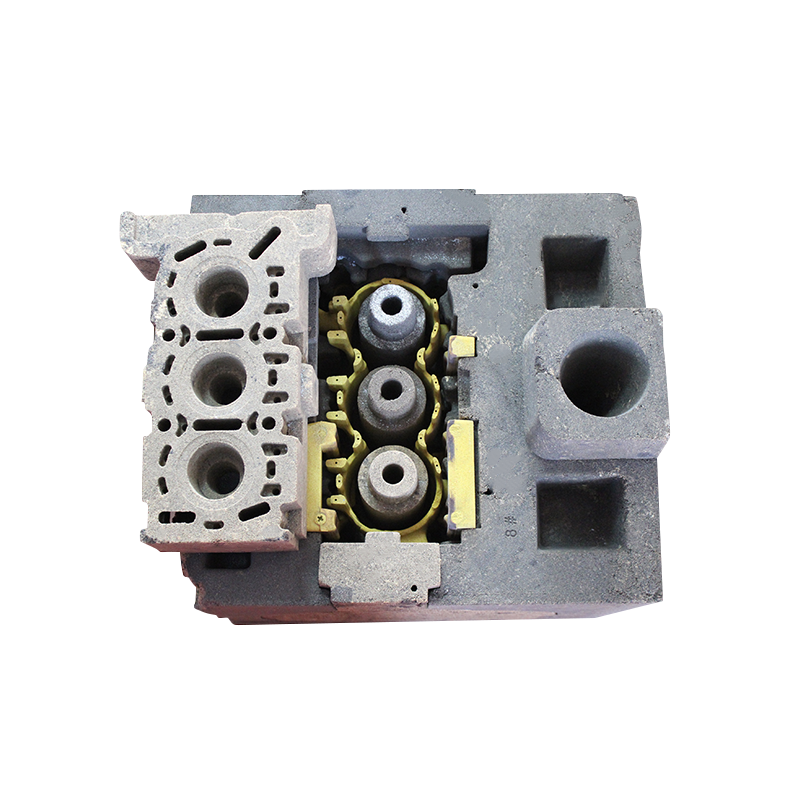
Spue là phương tiện được sử dụng để bơm kim loại nóng chảy vào khuôn. Nó cung cấp áp suất cần thiết để vượt qua lực cản dòng chảy. Nó cũng hoạt động như một hướng dẫn cho kim loại nóng chảy. Các spue nên được giảm dần xuống dưới. Điều này sẽ tăng cường lực phóng vừa phải trong quá trình phóng.
Khuôn cần phải có nút thông hơi được lắp đặt trong các hốc sâu. Điều này là để ngăn chặn đúc không mong muốn trong các khu vực xung quanh. Nó cũng là để đảm bảo độ xốp đồng đều trong quá trình đúc cuối cùng. Khuôn cũng phải có cổng làm mát. Các cổng này ngăn mài mòn dụng cụ và đảm bảo độ bền cao trong quá trình đúc cuối cùng.