Pусский
Pусский tiếng Tây Ban Nha
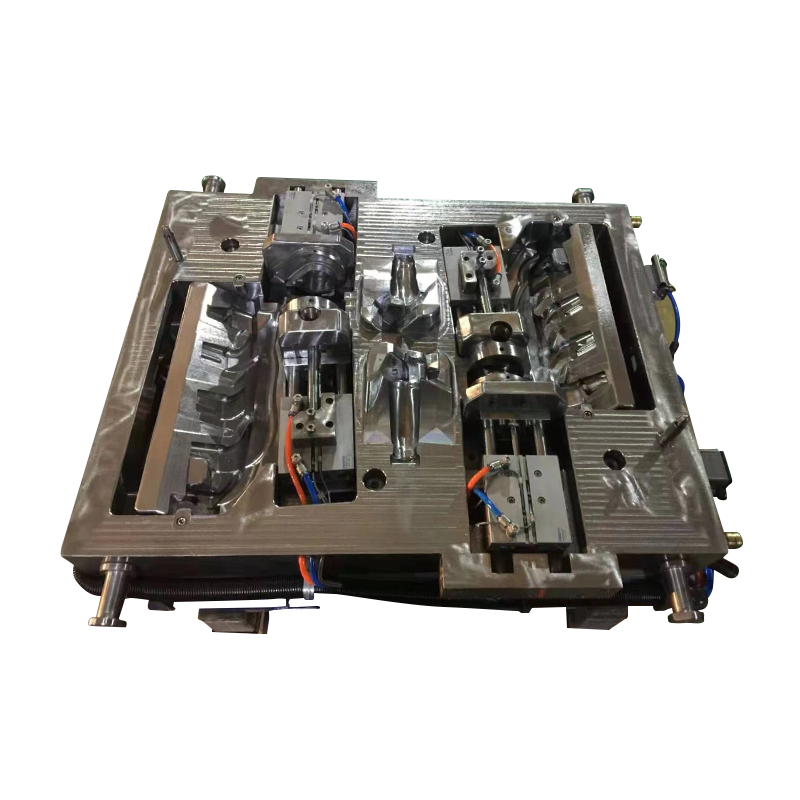
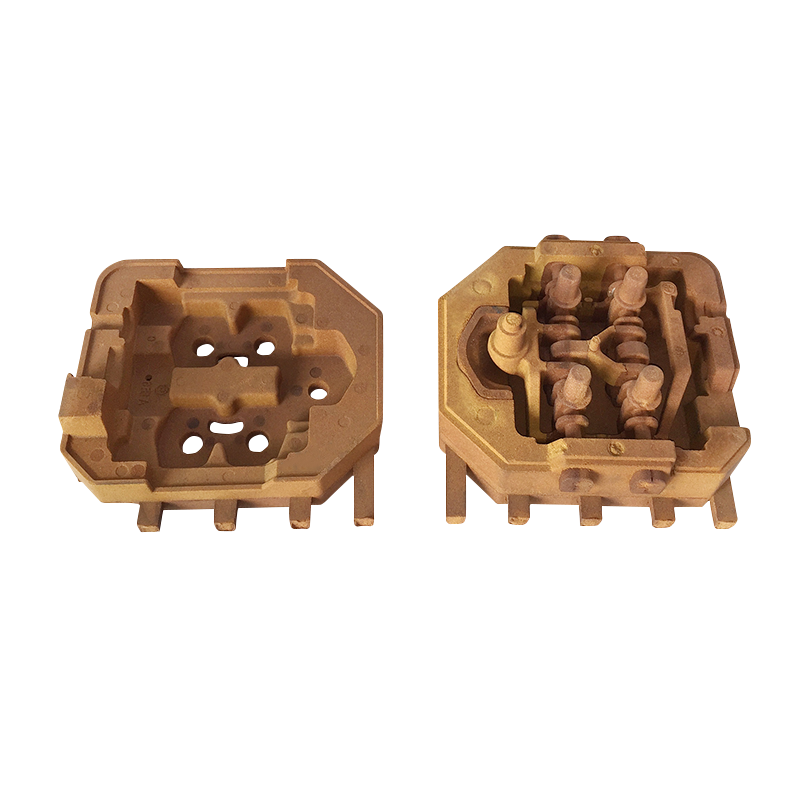
tiếng Tây Ban Nha Đúc áp suất thấp (LPC) là một quy trình sản xuất liên quan đến việc sử dụng khuôn để đúc các bộ phận kim loại. Quá trình này được gọi là "áp suất thấp" vì kim loại được đổ vào khuôn dưới áp suất tương đối thấp, thường là khoảng 10 psi (69 kPa). Điều này trái ngược với các phương pháp đúc khác, chẳng hạn như đúc áp lực cao, sử dụng áp suất lên tới 10.000 psi (68.950 kPa).
Quy trình đúc áp suất thấp cơ bản như sau:
Khuôn được nung nóng ở nhiệt độ cao, thường khoảng 800-1000°F (427-538°C), để đảm bảo rằng kim loại sẽ dễ dàng chảy vào khuôn.
Kim loại, thường là hợp kim như nhôm hoặc kẽm, được nung nóng đến nhiệt độ rót của nó, thường là khoảng 1000-1500°F (538-816°C).
Kim loại nóng chảy được đổ vào khuôn dưới áp suất thấp, thường sử dụng gáo hoặc máy bơm.
Áp suất được duy trì bên trong khuôn trong một khoảng thời gian nhất định, thường là khoảng 5-15 phút, để kim loại đông đặc và lấp đầy khuôn hoàn toàn.
Khuôn được làm mát, thường sử dụng nước hoặc không khí, để hóa rắn kim loại và làm cứng bộ phận.
Sau khi bộ phận được làm mát, khuôn được mở ra và bộ phận được lấy ra.
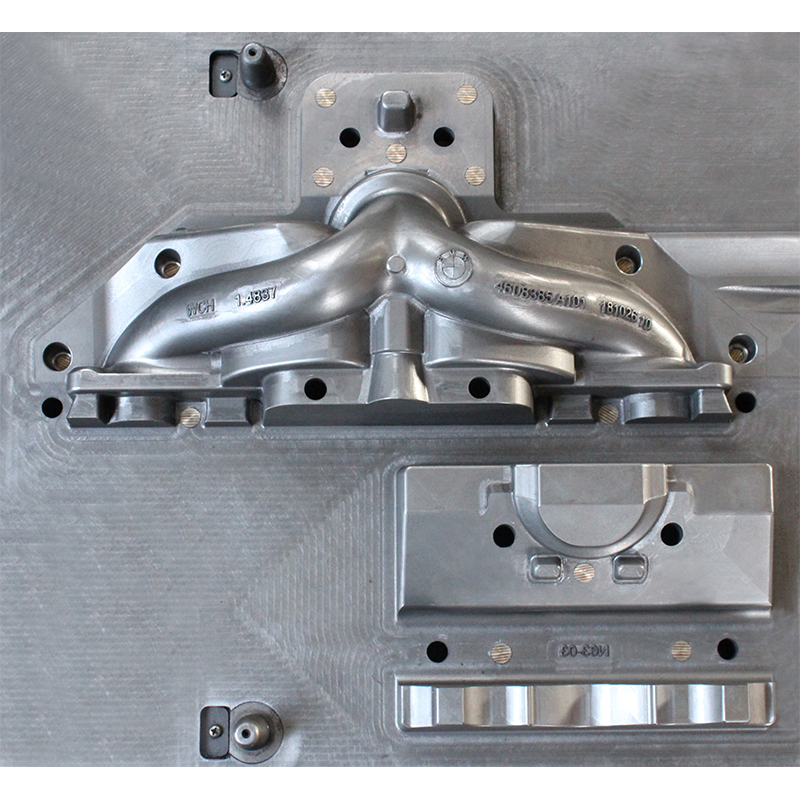
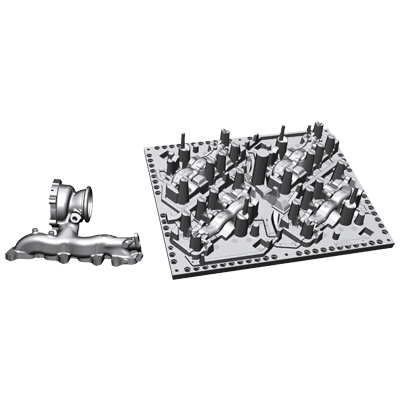
Đúc áp suất thấp là một quy trình linh hoạt có thể được sử dụng để đúc nhiều bộ phận khác nhau, bao gồm linh kiện ô tô, linh kiện điện và điện tử và linh kiện máy móc công nghiệp. Quá trình này có một số ưu điểm so với các phương pháp đúc khác, bao gồm:
Cải thiện bề mặt hoàn thiện: Đúc áp suất thấp tạo ra các bộ phận có bề mặt nhẵn mịn, yêu cầu gia công hoặc đánh bóng tối thiểu.
Độ chính xác kích thước tốt hơn: Đúc áp suất thấp cho phép dung sai chặt chẽ, điều này lý tưởng để sản xuất các bộ phận chính xác.
Giảm độ xốp: Độ xốp là một vấn đề phổ biến trong quá trình đúc, nhưng quá trình đúc áp suất thấp sẽ làm giảm lượng độ xốp trong phần cuối cùng.
Giảm tỷ lệ phế liệu: Đúc áp suất thấp tạo ra ít khuyết tật và ít phế liệu hơn so với các phương pháp đúc khác.
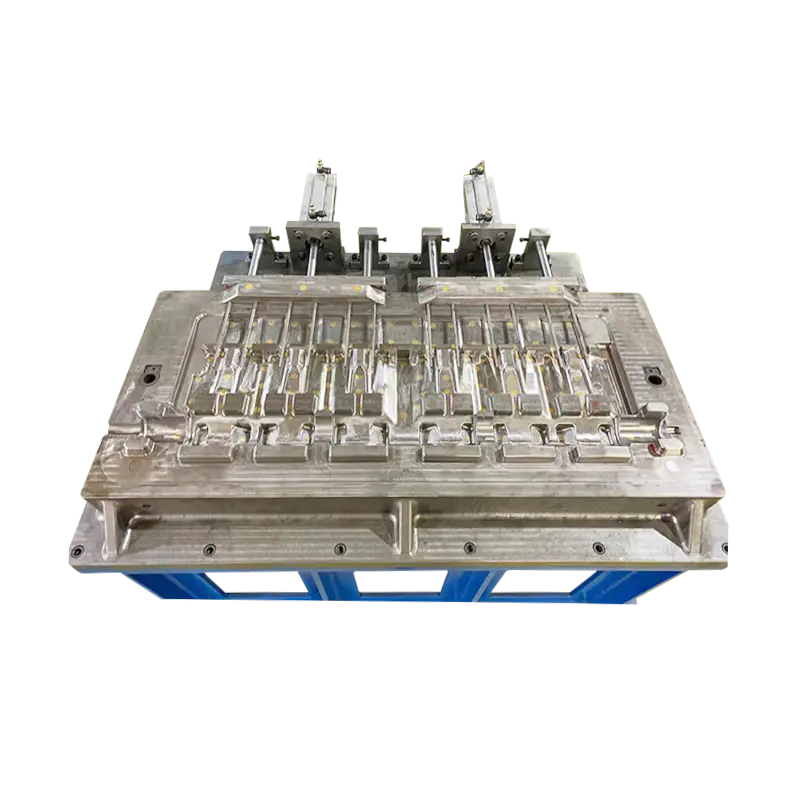
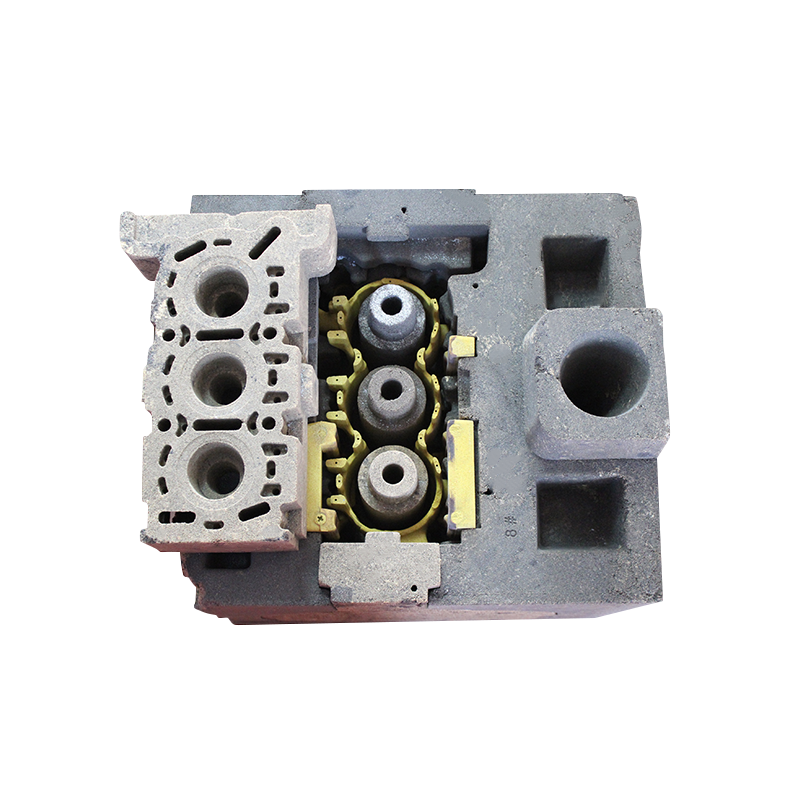
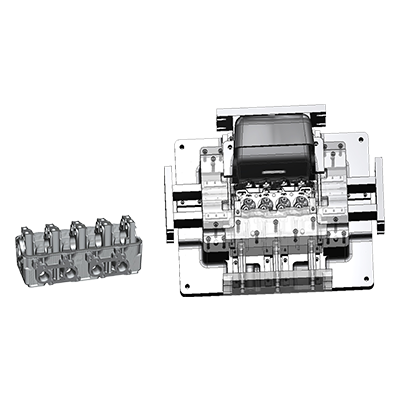
Khuôn hộp nguội lốc máy ML50L là dụng cụ dùng để đúc lốc máy, loại đúc rỗng lớn, là thành phần chủ yếu của động cơ đốt trong. Khối xi lanh chứa các xi lanh, hoặc khoảng trống trong đó pít-tông di chuyển lên và xuống, cũng như các bộ phận quan trọng khác như trục khuỷu và ổ trục thanh truyền. Khuôn hộp lạnh là loại khuôn sử dụng hệ thống chất kết dính để giữ cát tại chỗ trong quá trình đúc. Chất kết dính được xử lý bằng khí, chẳng hạn như nitơ, thay vì bằng nhiệt, cho phép tạo khuôn ở nhiệt độ phòng hoặc "lạnh". Khuôn hộp lạnh lốc máy ML50L được thiết kế đặc biệt để sản xuất lốc máy cho động cơ có dung tích 50 lít. Nó bao gồm một loạt các hộp lõi và một khuôn được sử dụng để định hình cát thành hình khối xi lanh mong muốn. Khuôn thường được làm bằng kim loại và được sử dụng cùng với hộp lõi để tạo thành khối hình trụ. Sau khi quá trình đúc hoàn tất, khuôn được tách ra và khối xi lanh đã hoàn thiện được lấy ra.